|
南京广塑机械制造有限公司 
| 联系人:恵善超 先生 (副总经理) |
 |
| 电 话:0138-66938631 |
|
| 手 机:13866938631 |
|
 |
|
 |
|
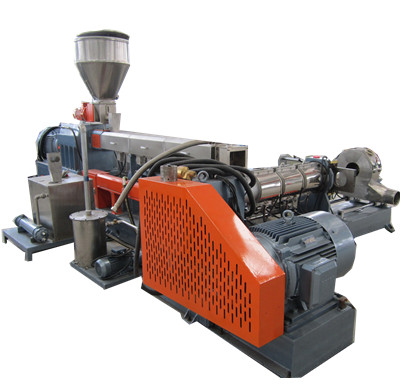
| 供应PVC造粒机 内外屏蔽造粒机 化学交联造粒机 |
PVC电缆料是聚氯乙烯(Polyvinylchloride,PVC)制作的线缆材料的统称,作为传统的电缆材料,在目前的国内市场还占有着*重要的市场份额。由于其加工相对其他电缆料较为简单,而用量又相对比较大,PVC电缆料的配方
70H-PVC 电缆料配方如 PVC 三型 75PHR--活性碳酸钙 35PHR---DOP(增塑剂) 25PHR---环氧大豆油大豆油 3PHR --氯化石蜡 20PHR--稳定剂 2.8PHR--硬质酸 0.6PHR -- CPE 9PHR --- 石腊 1PHR
(1)准备工作:稳定剂、填充剂、着色剂分别用80目筛网过筛,并分别加入增塑剂浸透后用三辊研磨机或胶体磨研磨。称量后备用。增塑剂混合均匀后预热90℃待用;(2)高混机:投入PVC树脂,然后加入增塑剂搅拌片刻,待树脂将增塑剂基本吸收后,加入稳定剂,靠摩擦热使料温升到90℃左右,再加入填充剂、着色剂,料温升至110℃时,将料卸到冷却混合机中降温,至45~50℃以下时出料。(3)PVC造粒机稳定设定:1.上阶双螺杆温度设定:140----160 度之间 根据物料不同温度设定不同2.下阶单螺杆稳定设定:125----145 度之间;根据物料不同温度设定不同温控表上的设定好;等实际温度达到设定温度后保温40分钟;才能开机生产;这样是保证设备里有前一天留下的物料;这样能把前一天留下的物料软化;这样不伤设备(4)生产:1. 将高混机PVC物料投入螺旋上料机料斗后,经螺旋上料机将粉状物料投入-上阶平行双螺杆挤出机
2、上阶平行双螺杆挤出机将物料混合均匀,温度为140-160℃的状态下完成塑化混炼、充分分散均匀。*后挤出的混合物料成为熔融体(温度在130-140℃),直接落入大口径下阶单螺杆挤出机。
3. 下阶单螺杆挤出机将120℃的熔体,在低转速、高压和冷却状态下完成挤出造粒。挤出时温度已降至120-140℃。这时才能完成风冷模面热切粒,而且保证在切粒过程中不粘粒。
4. 风冷模面热切切下的粒子,经过二级风冷旋风分离器的冷却,粒子温度降至35-40℃,再经过风冷加长振动筛,将粒子温度降至室温以便送入成品料仓进行包装
注意事项:
1、主电机和油泵电机有电气连锁,即油泵电机不启动,主电机不能启动;主电机不停车,油泵电机不能停车。2、主电机和喂料电机有电气连锁,即主电机不启动,喂料电机不能启动;喂料电机主电机不停车,主电机不能停车。3、主电机控制柜具有过电流保护,此外,还具有机械保护装置,一般为尼龙剪切销式安全联轴器。当超过设计扭矩时,剪切销被切断,传动箱停止工作。4、当机头压力超过设定报警值时,料压报警信号灯亮并自动停机。5、用户生产的原料,严禁带入任何金属杂物。6、机器运转时,严禁用金属物件在筒体的开口处清理物料。7、压力传感器和料温热电偶的装拆。当在机头内有物料时,必须加温,待物料软化后才能进行安装拆卸。8、筒体冷却系统的循环水,请使用软化水或蒸馏水。9、螺杆只允许低速下(≤20r/min)启动,空转时间不超过2分钟,喂料后待机头模孔出料,才能逐渐提高转速。
使用范围:
电缆料加工造粒 PVC加工造粒 PVC电缆料加工造粒 |
 |
| |
|
|
 |
|
|